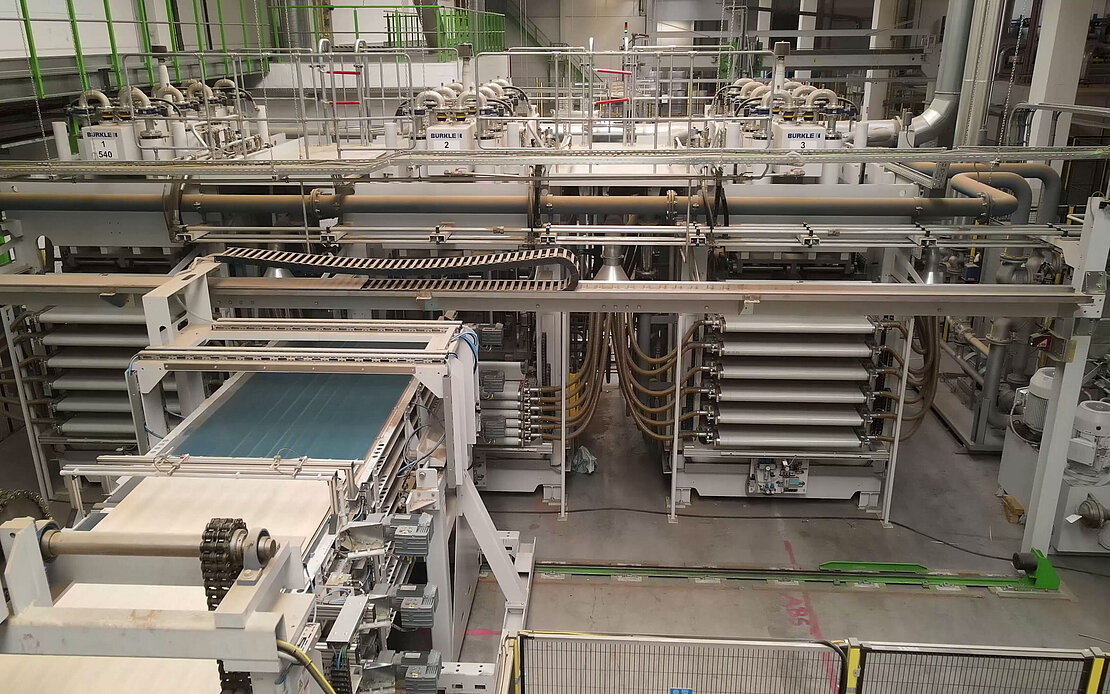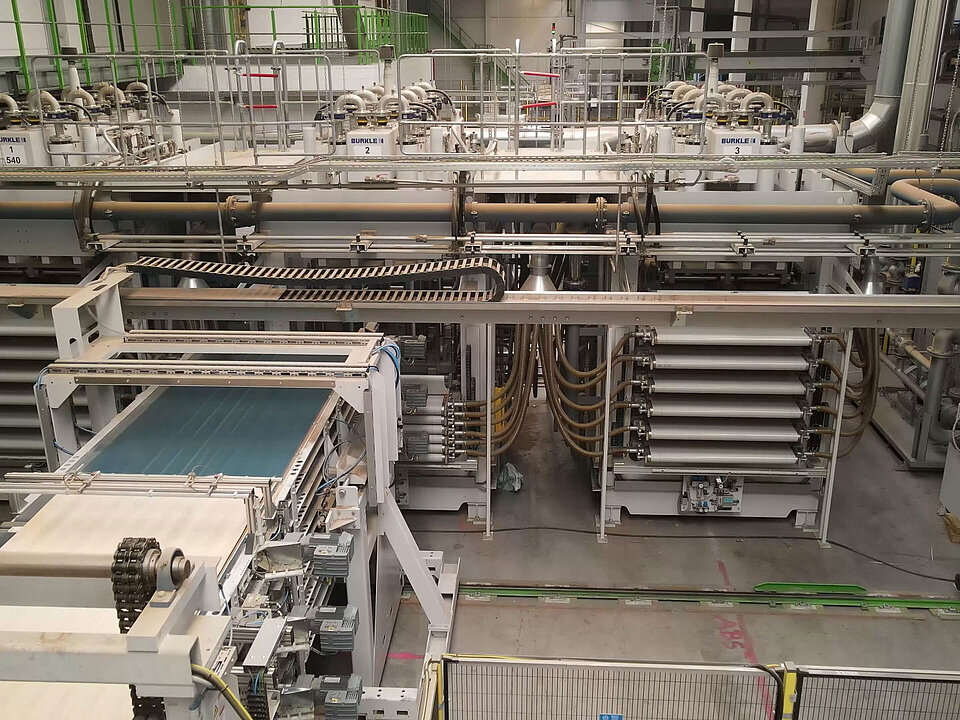

On a large part of the approximately 30,000 m2 of newly gained area, Decospan has (and continues to) set up a brand new production facility for veneered panels, involving the production steps joining, pressing, trimming, grinding and structuring, in the form of a highly automated, interlinked system. The centerpiece of this production facility is the press line, which is where the base panels and veneer panels are pressed together. The company expressed a need for a system that, thanks to an unrestricted combination of different – accordingly stocked – raw boards and veneer panels, would make it possible to respond to the current demand of the market and individual customers with a high degree of flexibility. Since this press operation determines how closely the two poles of “greatest possible flexibility” and “shortest possible delivery times” can be reconciled, a high-capacity press line is of vital importance for Decospan. It was therefore a matter of designing a press line characterised by speed and precision as well as reliability and durability. Decospan proceeded with the selection of a suitable supplier with the appropriate rigour.
Optimum interplay between sophisticated automation solutions
Among the three mechanical engineering and systems companies, with whom the specialists in high-quality veneer products collaborated intensively in the project planning phase, was Robert Bürkle GmbH. One of the factors in the awarding of the contract was the fact that Decospan has worked together with Bürkle since the beginning of the 1990s and enjoyed consistently positive experiences throughout this period. Naturally, however, the Freudenstadt based company also had to impress with its system concept and corresponding design implementation.
The fact that Bürkle succeeded in this is demonstrated by the reliable fulfilment of the capacity targets, which can be determined on the basis of a single figure. The line is supplied by the new, 35 m tall high-bay warehouse, which features around 8400 storage spaces for stacks (each 1,100 mm high) of raw panels and veneer panels as well as semi-finished and finished products. The different required panel materials (chipboard, MDF, HDF, plywood) and the joined veneer panels are automatically supplied to the press line in stacks from this warehouse via roller conveyors. Supply roller conveyors, on which the stacks of base panels initially run in, are arranged immediately upstream of the system. From this buffer, the panels are transferred to three hydraulic scissor lift tables by means of cross sliding carriages with lifting platforms and a heavy-load roller conveyor. From there, the panels are individually deposited on an alignment roller conveyor by means of a vacuum feeder system. To ensure that thin panels can also be reliably picked-up by the vacuum lifters, suitable separating units are installed at all three scissor lift tables.
The panels are supplied to the actual press line via the alignment roller conveyor, whereby the width and thickness of each panel in the run is automatically measured. Immediately afterwards, the raw panels pass through a brushing machine for cleaning and dust removal on both sides, during which the length of the workpiece is also measured. This actual data is compared with the target data from the higher-level job control system and is subsequently used as output data for managing the press line. The press line is designed for panels with a length of 1,800 to 3,100 mm and a width of 900 to 1,300 mm. The thickness of the workpieces can be between 2.5 mm and 50 mm.
Clever combination of manual work and automation
While the buffer stock for the raw panels and the separating and feeding facilities formed part of Bürkle’s contract volume, Decospan commissioned a Belgian supplier for the buffer stock for the veneer panels. This veneer buffer stock with four levels features two lifts on the system side, each with two stacking positions arranged one above the other. “We are aware that in all areas where the handling of the natural product veneer is concerned, automation is only possible and useful up to a certain point. We therefore deliberately opted to continue performing this work step manually under the watchful eyes of our operating personnel", explains Decospan Project Manager, Peter Wullepit. In particular, with the required high cycle rate, the risk of damaging the veneer, leading to subsequent incorrect pressing or production downtime, would be too great with an automated feed. Joined veneer panels with thicknesses between 0.4 mm and 2.5 mm can be processed as the top coating material – irrespective of whether the grain direction runs lengthwise or crosswise. In addition, the system is designed for processing stabilising paper and cork board with a thickness of 2-6 mm.
Minimal lay-up tolerance, high system precision
A laser projector is installed above the lay-up station for the face veneer. It projects the dimensions of the base panel onto the vacuum conveyor belt and thus serves as a positioning aid for the operator when laying the veneer. Because of this alone, the veneer can subsequently be laid on the base panel with a tolerance of +/- 4 mm. Thanks to the optional automatic alignment of the veneer panel during further transport on the vacuum conveyor belt, the tolerance can even be further reduced to +/- 2 mm.
First of all, the width and length of the veneer panel is also measured. This takes place during the transfer to the second conveyor belt after the veneer has passed through a noncontact cleaning station, which uses blast air and suction. The pressing job is only started when all the dimensions of the three components (base panel, face veneer and back veneer) match the target values from the job control system.
The measured and cleaned base panels are glued by a roll coating machine during the run and transported to the access area of a gantry system with layup guides via a roller conveyor belt. Meanwhile, the corresponding back veneers are positioned at the same point on the adjacent conveyor belt so that the glued panels can subsequently be laid on them with pinpoint precision.
At Decospan, the panels and veneers are therefore actually joined automatically with the implemented high precision of the system. In a next step, two panel lengths later, the face veneers are laid onto the base panels by means of a gantry system with a vacuum cross beam. Short cycle times thanks to three multilayer presses. Because the press time per panel is between 70 and 80 seconds, multiple panels must be pressed simultaneously to achieve the required capacity. As a result, a decision was made to implement a parallel arrangement of three multilayer presses, each with six levels, which has the advantage of a low installation height. In addition, this means that the applying time of the glue can easily be adhered to, as only six panels ever have to be accumulated before a press operation can be started.
To prepare for the feeding of the presses, the line continues with two successively arranged collection/lifting cages, which lift the panels to the height of the conveyor belt one-by-one. To do so, their levels are lowered accordingly and brought together. Firstly, two workpieces are collected in the first collection/lifting cage with two levels in order to gradually fill the subsequent second collection/lifting cage, which has six levels. This cage, in turn, simultaneously transfers its panels to a sideways-moving loading cage with six fixed levels, which feeds each of the three multilayer presses in steady succession. In the process, the workpieces – whether laid-up in a longitudinal or transverse direction – are always run into the press and pressed centrally. The collection/lifting cages ensure that cycle time losses never occur within the system.
The various press parameters are adjusted fully automatically. As a result, the time and temperature depend of the type of glue used. Both PVAc and urea-based glues are used at Decospan. The pressing pressure, which is determined by the dimensions, is automatically regulated on the basis of the data acquired at the start of the press line.
On the rear side of the three presses, the entire process is repeated in reverse order: from a multi-level emptying cage, the freshly pressed panels are picked up at the presses and transferred to two successively arranged lifting cages for separation.
The system delivered by Bürkle is rounded off by an angular transfer with the option to carry out visual inspections, as well as a vacuum stacking line, which includes two scissor lifting tables and heavy-load conveyor belts for sorting the panels.
At the outlet of the press line, a data record for each panel is submitted to the higher-level control system. This contains all quality-relevant parameters, such as the applying time, press time and press temperature, so that an in-depth understanding of any deviations from the expected quality can be achieved for each individual panel.
During regular operation, a total of three operators per shift are deployed at the press line. While two employees lay the face and back veneers onto the conveyor belts, a third checks that the system is functioning properly.
Reliable cooperation from the outset
As the responsible project managers from Bürkle and Decospan confirm in unison, the collaboration between the two companies during this project was and is characterised by a high degree of mutual trust. Communication between all involved parties has been effective from the outset, which has also had a positive impact interms of resolving technical issues. “We were able to combine Decospan’s many years of experience using press lines with our know-how in the area of special systems, which enabled us to reach excellent common solutions”, says Bürkle Pressing/Laminating Project Manager, Axel Mayer. As he underlines, the design reviews jointly conducted with Decospan and the detail development for the press line were also very useful for Bürkle. This ensured, among other things, that the transitions between the individual machines and conveyor systems could be designed so that the veneer is able to pass through the system, without the workpieces being damaged and thus avoiding unplanned machine downtime. Decospan was greatly impressed with how precisely and reliably Bürkle was able to forecast and adhere to the schedule for the construction, installation and commissioning. “We were immediately able to use the schedule that we received just a few days after the order confirmation as a central thread for our further planning”, says Wullepit.
Bürkle required 11 months to construct the system, while the subsequent installation took three months. As scheduled, the press line went into operation in mid-April 2019. It was thereby the first system in the new plant to be subject to the standards of lndustry 4.0 from the outset.
Sophisticated controltechnology, further expansion
While the handling and processing of physical materials is running smoothly, the associated information flow within the production planning and control system remains a challenge for Decospan. Irrespective of the capacity utilisation, the press line always runs at the maximum possible speed. The speed is only reduced when processing cross veneers or stabilising paper, which has less grip.
In a further step, the two existing Bürkle presses for large-format panels (max. panel dimensions of 3,600 x 2,100 mm) and a sawing line will be relocated from plant 1 to plant 2. In the process, the presses will receive a brand new control system (hardware and software). However, there is as yet no definite timetable for this relocation. The initial focus is on creating a stable production environment with the existing installations in plant 2, before tackling new projects. Maintaining a permanent delivery capability is Decospan’s top priority. Bürkle has already delivered the lay-up area required for the new press line to be built and installed it next to the new press line described above. It is also intended that the further treatment of veneered panels, such as coating and processing into flooring, will also be carried out at the older plant 1 in future. Due to the relocation of the press and the sawing line, more space will gradually be available there, enabling these production steps to also be optimally organised.